调整垫铁是机床、铸铁平台、大理石平台、试验设备的核心调平、承重、减振附件。很多设备精度不稳、加工振纹、平台变形、地基翘边,大多源于垫铁摆放错误、调平方式不对、受力不均。汉新量具结合近50年工装配套经验,整理出标准化、可直接落地的调整垫铁使用方法,适用于二层垫铁、三层减振垫铁、重型机床垫铁全系列产品,新手也能一次性装对。
一、调整垫铁工作原理
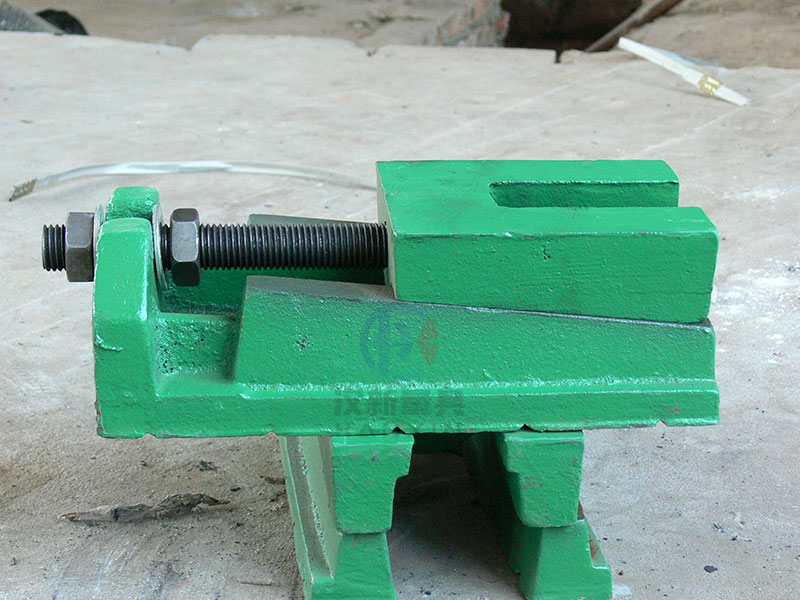
调整垫铁依靠螺杆升降调节高度、底座均匀承重、胶层减振缓冲三大结构,实现设备水平校正、重力均分、隔绝地面振动。无需预埋地脚螺栓、无需浇筑固定,适配绝大多数机床与平台设备,安装灵活、可反复调节、可随时移位复用。
二、安装前准备工作
1、场地清理:彻底清理地面油污、砂石、铁屑,保证放置地面平整坚实,无坑洼、无凸起,避免垫铁悬空、受力偏移。 2、数量匹配:常规设备四角必放垫铁,长边中间均匀加垫;小型平台4点支撑、中型设备6–8点支撑、重型设备10点以上均布支撑,严禁少垫、偏垫。 3、产品检查:检查汉新调整垫铁螺杆升降顺畅、橡胶层无破损、底座无变形,保证调节结构灵活、承重结构完好。
三、标准使用步骤(通用全套流程)
第一步:定点摆放,均匀布点
将调整垫铁均匀布置在设备/平台支撑脚下方、筋板承重位置,必须对准设备受力筋与承重点位,禁止悬空垫、空垫、斜垫。垫铁摆放保持水平端正,底座完全贴合地面,不歪斜、不翘边。
第二步:设备落位,初步承重
将机床、铸铁平台、大理石平台缓慢落放在垫铁上方,让设备自重均匀压在垫铁中心位置,初步接触受力,不单边承压、不局部重压,避免初始受力不均导致后期调平困难。
第三步:对角微调,粗调水平
采用对角调节法操作:先调设备一对对角垫铁,再调另一对对角垫铁,循环升降螺杆,配合水平仪观察数值,先完成粗调,保证设备整体无明显倾斜、高低差。 重点:严禁单边一次性调太高,容易造成设备扭曲、平台应力变形、机身扭曲精度永久超差。
第四步:精调找平,锁定精度
使用精密水平仪、百分表复测平面度与水平度,逐点细微微调,将设备水平误差控制在国标允许范围内:普通设备≤0.05mm/m,精密设备、大理石平台≤0.02mm/m。精度达标后,锁紧上端固定螺母,锁死螺杆高度,防止后期震动跑位。
第五步:复检受力,均衡承重
全部调平完成后,逐一按压各支撑点位,检查是否存在虚垫、悬空、受力不均问题,确保每块垫铁均匀承重、无松动、无虚位,杜绝设备长期使用单点下沉、精度漂移。
四、不同垫铁类型使用区别
1、普通二层调整垫铁
结构简单、侧重承重调平,适合普通机床、铸铁划线平台、焊接平台。使用重点:调平后务必锁紧螺母,防止长期震动高度偏移。
2、三层减振调整垫铁(精密款)
自带橡胶减振层,适合精密磨床、加工中心、大理石平台、三坐标设备。使用要点:精调力度要轻,避免挤压橡胶层偏移,保证减振层完全贴合、均匀受力,发挥隔振防抖作用。
3、重型机床垫铁/地锚垫铁
加厚结构、超大承重,适配重型龙门、大型试验台、超大型铸铁平台。使用要点:调节行程大,粗调预留余量,精调小幅修正,承重点位必须对准设备加强筋。
五、使用常见误区(90%用户都会踩坑)
误区1:垫铁随意摆放 :不按筋板受力点摆放,导致设备局部悬空、长期受力扭曲、平台变形。
误区2:单边大幅度调节 :单侧高低差一次性拉满,造成机身应力扭曲,后期精度持续漂移。
误区3:只调不平、不查虚垫 :表面水平达标,底部存在虚垫,设备开机震动后快速跑偏。
误区4:不锁紧螺母 :生产震动导致螺杆缓慢走位,水平度持续超差,加工精度不稳定。
误区5:精密设备用普通垫铁 :无减振结构,外界振动干扰大,精密检测、精加工精度不达标。
六、后期维护与复检周期
1、新安装设备:安装完成72小时后复检一次水平,地基自然沉降后微调补平。 2、常规机床设备:每季度复检一次水平,锁紧松动螺母。 3、精密平台/三坐标设备:每月复检校准,保证微米级精度稳定。 4、长期停机设备:开机前先检查垫铁受力状态,避免局部压死、变形。
七、汉新垫铁使用优势
汉新调整垫铁全系采用加厚碳钢底座、精密调节螺杆、高弹性耐油减振胶,升降顺畅、承重均匀、不易滑丝、不易老化。适配全型号机床、铸铁平台、大理石平台、试验设备,出厂经过承重测试与精度校验,调平稳定、减振效果好,可有效保护设备基准精度、延长设备使用寿命,支持现货规格与非标定制尺寸。