方箱(又称铸铁方箱、检验方箱)是机械加工与精密检测的 “万能定位器”,凭借六面工作面、严格 90° 直角的核心特性,可快速完成工件垂直度、平行度检测及划线定位,是工装基准的核心装备。汉新量具深耕铸铁工装近 50 年,为源头实体铸造厂家,通过 ISO9001、CE 双重认证,方箱产品覆盖全类型、多规格,适配机械制造、航空航天、汽车模具等领域。为帮助精准选型,规避适配风险,特制定本指南,从产品系列、核心参数、场景适配、定制要点等方面,提供全维度选型参考。
一、明确核心需求:选型前置关键步骤
选型前需先梳理生产场景核心诉求,聚焦 4 大维度,避免盲目选型:
应用场景定位:明确方箱用于精密检验、划线定位、轴类工件装夹,还是机床工装、异形工件支撑;区分平面检测、立体划线、圆形工件定位等不同作业对象。
规格尺寸核算:根据工件长宽高、作业空间,确定方箱边长规格;小型工件选 150–300mm,中型工件选 400–600mm,大型工件选 800–1000mm 及以上。
精度要求界定:高精度场景(航空航天零部件、精密模具检测)选 0/1 级精度;普通划线、常规装配选 2/3 级精度,平衡精度与成本。
工件特性匹配:圆形、轴类工件优先选带 V 型槽方箱;需固定工件选 T 型槽 / 磁性方箱;异形工件选万能可调方箱。
二、汉新核心产品系列选型:按场景精准匹配
汉新方箱严格执行 JB/T3411.56-99 国家标准,涵盖 5 大核心类型,各系列结构、功能、适配场景差异显著,可直接对应需求匹配:
(一)普通方箱(基础通用款)
核心特点:标准空腔正方体,6 面工作面精密加工,相邻面垂直度≤0.01mm,无槽体设计,结构简洁耐用。
材质工艺:HT200-HT300 高强度铸铁,人工退火 + 自然时效处理,消除内应力,长期使用不变形。
适配场景:常规机械零件垂直度 / 平行度检验、钳工划线、简易工件支撑,适合中小批量、通用工况。
(二)T 型槽方箱(工装固定款)
核心特点:六面工作面,顶面 / 侧面设标准 T 型槽,可搭配 T 型螺栓固定工件,兼具定位与装夹功能。
规格参数:槽宽 18–36mm,适配 M12-M24 螺栓,边长 200–800mm,可多件拼接拓展基准面。
适配场景:机床工装定位、焊接工装基准、大型工件装配固定、三维柔性平台配套工装。
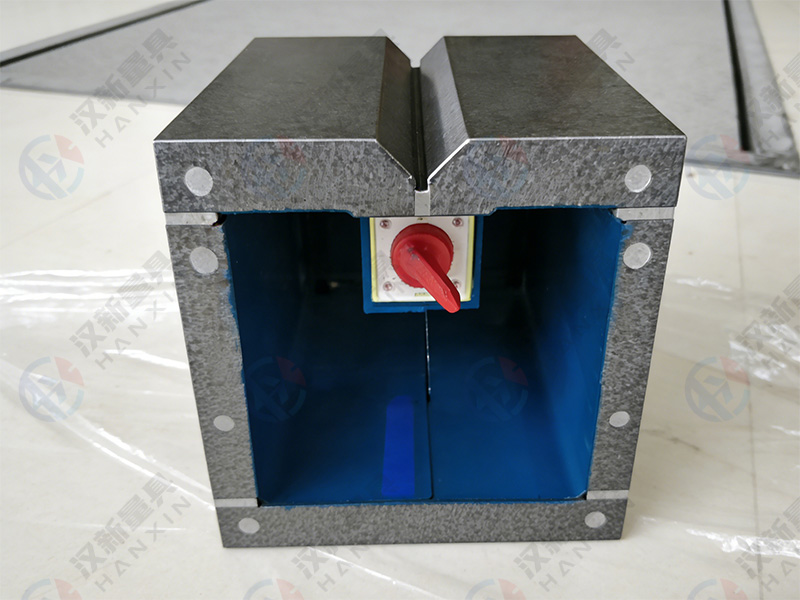
(三)磁性方箱(高效定位款)
核心特点:V 型槽内置永磁体,无需螺栓即可吸附固定钢铁工件,装卸便捷,定位稳定,无螺栓遮挡死角。
磁力性能:吸附力强,适配 φ5–φ300mm 圆形 / 轴类工件,断电无剩磁,不影响工件精度。
适配场景:轴类、盘类零件快速检测、批量工件划线、小型钢铁工件临时定位,提升换产效率。
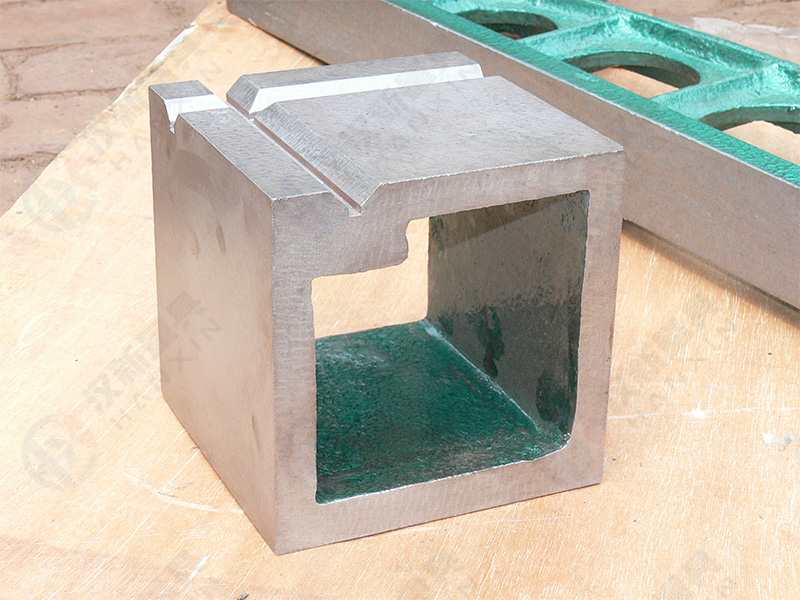
(四)划线方箱(划线专用款)
核心特点:顶面设纵横 V 型槽 + 专用夹紧装置,空腔轻量化设计,便于翻转操作,划线基准精准。
精度等级:2/3 级精度,平面度误差≤0.02mm,V 型槽对底面平行度≤0.015mm,适配划线作业需求。
适配场景:钳工立体划线、复杂零件尺寸标定、多面工件基准找正,机械加工车间必备工装。
(五)检验方箱(高精检测款)
核心特点:六面精密刮研加工,相邻面垂直度≤0.008mm,平面度≤0.005mm,精度达 0/1 级,适配高精尖场景。
材质工艺:HT300 高强度铸铁,双重时效处理,硬度 HB180-240,耐磨抗变形,精度持久稳定。
适配场景:航空航天零部件、精密模具、仪器仪表零件的垂直度 / 平行度高精度检验,实验室基准检测。
三、核心参数选型:决定适配性与使用寿命
(一)材质选型:按精度与稳定性需求
表格
| 材质类型 | 核心性能 | 适配场景 |
|---|---|---|
| HT200 灰铸铁 | 成本低、加工性好,硬度 HB170-200 | 普通划线、轻型检验、低负荷工况 |
| HT250-HT300 灰铸铁 | 耐磨抗变形、精度稳定,硬度 HB180-240 | 精密检验、机床工装、常规高精度场景 |
| 大理石 / 花岗石 | 精度极高、抗腐蚀、防磁、不变形 | 超高精度检测、实验室基准、防磁工件检测 |
(二)精度参数:验收核心指标(JB/T3411.56-99 标准)
垂直度误差:0 级≤0.005mm,1 级≤0.008mm,2 级≤0.012mm,3 级≤0.02mm。
平面度误差:0 级≤0.003mm,1 级≤0.005mm,2 级≤0.01mm,3 级≤0.015mm。
V 型槽精度:对底面平行度≤0.01mm,槽角度 90°±0.02°,适配圆形工件精准定位。
时效处理:人工退火 600–700℃+ 自然时效 2–3 年,彻底消除铸造内应力,长期使用精度不漂移。
(三)规格尺寸选型:按工件大小与作业空间
小型(150×150mm–300×300mm):适合小型零件、轴类工件、实验室检测,便携易操作。
中型(400×400mm–600×600mm):通用主流尺寸,适配中型机械零件、常规划线 / 检验,兼顾稳定性与灵活性。
大型(800×800mm–1000×1000mm 及以上):适合大型工件、重型装备零部件、多工位基准,可拼接拓展。
(四)V 型槽参数:圆形工件适配核心
槽型规格:90° 标准 V 型槽,适配 φ5–φ300mm 圆形 / 轴类工件,可定制 120° 槽型适配大直径工件。
槽数量:单 V 型槽(基础款)、双 V 型槽(高效款),双槽可同时定位 2 件工件,提升作业效率。
四、配件选型:提升装夹效率与稳定性
汉新方箱配套配件直接影响使用便捷性与定位精度,选型需匹配方箱类型与规格:
T 型螺栓 / 螺母:匹配 T 型槽方箱槽宽,常用 M12/M16/M20,高强度 8.8 级,适配重载固定。
夹紧装置:划线方箱专用,可快速锁紧工件,适配异形、不规则工件定位。
定位销:φ16/φ28 精密定位销,用于多件方箱拼接定位,保证拼接精度≤0.05mm。
防尘罩:保护方箱工作面,防止粉尘、焊渣划伤,延长使用寿命。
五、非标定制选型:特殊需求解决方案
若标准系列无法满足需求,汉新量具支持全流程非标定制,定制前需明确 4 大核心需求:
尺寸定制:超 1000mm 边长、非标准长宽比(长方体方箱)、特殊高度规格。
精度定制:超高精度(≤0.003mm 垂直度)、特殊平面度要求,适配航空航天、精密检测场景。
材质定制:大理石 / 花岗石材质、球墨铸铁材质,适配防磁、超重载、高频振动工况。
功能定制:多面 T 型槽、特殊角度 V 型槽、磁吸 + 螺栓双固定结构,兼容现有工装系统。
六、选型注意事项
精度匹配场景:普通划线无需 0/1 级超高精度,避免成本浪费;精密检测必须选 0/1 级、双重时效款,防止精度漂移。
规格适配工件:方箱边长需大于工件最大尺寸 10%–20%,预留定位 / 装夹空间,避免工件超出工作面。
槽型匹配工件:圆形工件必选 V 型槽方箱;需固定工件选 T 型槽 / 磁性方箱,杜绝装夹松动。
核验厂家实力:选择实体生产厂家,汉新量具始建于 1978 年,拥有独立铸造、热处理、加工车间,通过 ISO9001 与 CE 认证,全流程质控,保障产品质量与售后。